


Hovedoperasjonsområdene til det automatiserte tredimensjonale lageret er mottaksområde, mottaksområde, plukkeområde og leveringsområde. Etter å ha mottatt følgeseddel og varer fra leverandør vil lagersentralen ta imot de nyinnlagte varene gjennom strekkodeleseren i mottaksområdet. Etter å ha bekreftet at følgeseddelen stemmer overens med varene, vil varene bli viderebehandlet. En del av varene legges direkte inn i leveringsområdet, som tilhører gjennomgangsgodset; Den andre delen av varene tilhører lagertypen varer, som må lagres, det vil si at de kommer inn i plukkeområdet. Plukkingen fullføres automatisk av det automatiske sorterings- og transportsystemet og det automatiske føringssystemet. Etter sortering går varene inn i det automatiske tredimensjonale lageret. Når varene skal leveres, i henhold til visningen på følgeseddelen, sendes varene til tilsvarende lastelinje gjennom det automatiske sorterings- og transportutstyret. Etter at varene er pakket, vil de bli lastet og levert. Så hvordan konfigurere driften av det automatiserte tredimensjonale lageret? La oss nå følge hegerls-lageret for å se!

Generelt er det vanlig brukte utstyret som kreves for mottak, lagring og utgående som følger:
Mottar operasjon
Varene vil bli transportert til anvist sted med jernbane eller vei i containere, og containerne vil bli losset med containerdriftsutstyr (inkludert containerkran, portalkran av dekktype, portalkran av skinnetype, etc.). Vanligvis legges varene i containeren først på pallen, og deretter tas varene ut sammen med pallen av gaffeltrucken for lagerinspeksjon.

Lagerdrift
Etter at varene er inspisert ved lagerinngangen, vil de bli plassert på den angitte pallen i henhold til instruksjonene utstedt av databehandlingslagringssystemet. Vanligvis brukes gaffeltruck, pallebærer, transportør og automatisk guidet transportør sammen for å plassere varene på pallen. Transportøren kan være båndtransportør eller rullebane. Generelt styres transportøren og AGV av datamaskin.
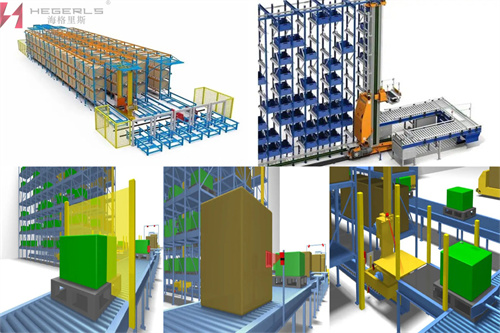
Etter at varene er plassert på pallen, vil laneway-stableren legge varene inn i det angitte stativet i henhold til handlingsinstruksjonene, og deretter kjører laneway-stableren i lengderetningen langs kjørebanen. Samtidig vil pallen stige langs søylen til stableren. Under drift og løfting av laneway-stableren vil adresseinformasjonen kontinuerlig føres tilbake til datamaskinen. Samtidig vil datamaskinen sende ulike instruksjoner til laneway-stableren for å kontrollere operasjonsprosessen til laneway-stableren. Legg til slutt varene i den angitte posisjonen på hyllen.
Her minner hegerls også store bedrifter om at høynivåhyllene og stablene i det tredimensjonale lageret er enkle å realisere standardiserte produkter; Inngående og utgående transportørsystem skal imidlertid være spesielt planlagt og utformet i henhold til lagerets utforming, innholdet i inn- og utgående operasjoner, antall inn- og utgående stasjoner og kravene til omledning og sammenslåing. Planleggingen og utformingen av det innkommende og utgående transportørsystemet er nøkkelen til anvendeligheten til det automatiserte tredimensjonale lageret. Planleggingen og utformingen av innkommende og utgående transportørsystem er nært knyttet til pallens overordnede dimensjoner og understruktur, laste- og lossemetodene, automatisk kontroll og deteksjonsmetoder for relevant logistikkutstyr.

Utgående operasjon
Vareleveringen og lagerdriften styres av samme kontrollsystem, og driftsprosessen er motsatt.
For tiden har det vært en rekke spesielle arbeidsmaskiner, for eksempel innkommende og utgående transportører, som er en viktig del av store og komplekse automatiserte varehus. De kobles sammen med stablere og andre maskiner for å oppnå høyhastighetstransport av gods. Selv om de innkommende og utgående transportbåndsystemene til hver bruker er forskjellige, er de fortsatt sammensatt av forskjellige typer transportører (kjedetransportør, rullebane, kjederullebord kompositttransportør, kjederullebord kompositttransportør med rullebordtransportfunksjon) og deres grunnleggende moduler .
Innleggstid: Aug-10-2022